تفاوت بین شانس و موفقیت در این است؛ شانس زمانی است که علیرغم اشتباهاتی که در این مسیر مرتکب شده اید، به نتیجه دلخواه برسید. موفقیت زمانی است که یک فرآیند شناخته شده را دنبال کنید تا به نتیجه مورد انتظار برسید.
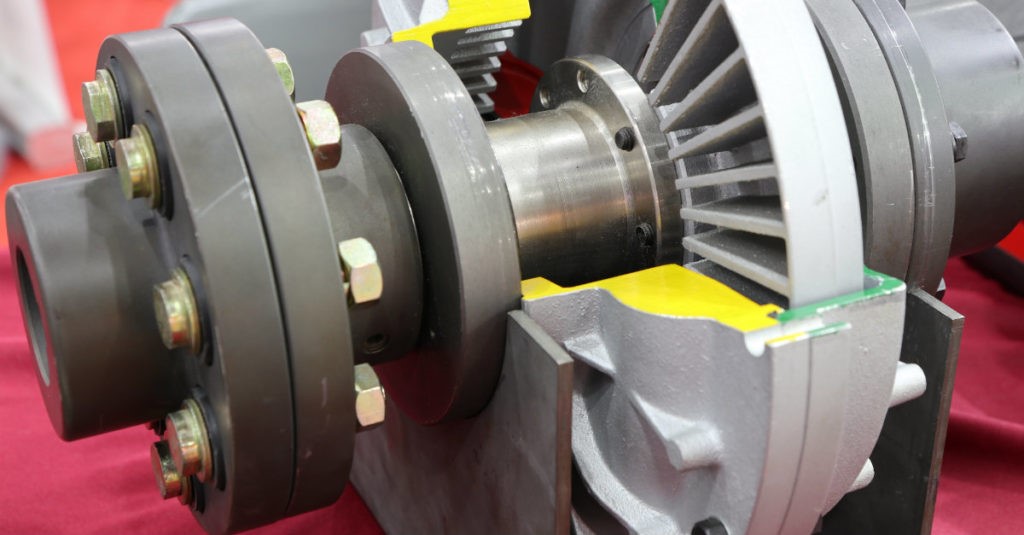
هنگام تلاش برای الاینمنت لیزری شفت دقیق، باید از اقدامات دقیق پیروی کرد. یک چیز مسلم در الاینمنت لیزری دقیق، نیاز به حذف سافت فوت است. یکی از جنبه های سوء تفاهم شده در این مورد، شیمینگ مناسب است. من همیشه می شنوم که چگونه از شیم کثیف دوباره استفاده می شود، یا اینکه پشته های برداشته شده مستقیماً زیر پایه هایی که از آنجا آمده اند قرار می گیرند. به این می گویند تمرین بد! من به نکاتی اشاره می کنم و بهترین روش ها را در مورد شیمینگ ماشین آلات توضیح می دهم.
بهترین روش های شیمینگ ماشین
از شیم های جدید استفاده کنید.
لاستیک های خمیده، کثیف، روغنی، خمیده یا خراب شده دیگر ابزار دقیقی نیستند. آنها پتانسیل ایجاد سافت فوت را دارند. اگر میخواهید یک الاینمنت را دنبال کنید، استفاده مجدد از شیم راهی مطمئن برای رسیدن به آنجا است. اگر می خواهید الاینمنت لیزری سریع و دقیق داشته باشید، شیم های قدیمی را در سطل بازیافت بیندازید و تازه شروع کنید. تمام قابلیت تراکم باید از زیر پا حذف شود. مگر اینکه شما یک فرآیند شیمیایی داشته باشید که از فولاد ضد زنگ استفاده می کند، گیره های از قبل برش خورده ضد زنگ بهترین گزینه به دلیل مقاومت فشاری و دوام فولاد ضد زنگ هستند.
از اندازه مناسب استفاده کنید.
شیمز های از قبل برش خورده در اندازه های مختلف از 1 ½ اینچ تا 8 اینچ عرضه می شوند. اینها شیارهای صنعتی معمولی هستند. سایر تغییرات موجود است. آنچه بیش از همه مهم است استفاده از شیمز است که اندازه مناسبی برای پیچ و مهره نگهدارنده دارد. به عنوان مثال، یک پیچ ½ اینچی نیاز به استفاده از شیم “A” دارد که 2″x2 است. اندازه شیار 9/16 اینچ است که فضایی را در اطراف پیچ ایجاد میکند، اما شکافی به اندازه کافی بزرگ نیست تا هنگام سفت شدن پیچ، اعوجاج پایه ایجاد شود.
شیم های خود را اندازه گیری کنید.
هر شیم بیش از 0.025 اینچ ضخامت باید برای ضخامت دقیق اندازه گیری شود. من تغییراتی تا 8 میل بین ضخامت واقعی و اعلام شده دیده ام. از شیم های برند با کیفیت استفاده کنید. اکثر برندهای باکیفیت دارای تلورانس اعلام شده و “بدون نیاز به اندازه گیری” هستند. به هر حال آنها را اندازه گیری کنید، بهتر است مطمئن باشید.
شیم ها را یکپارچه کنید.
با یکپارچه سازی تعداد شیم های زیر پای دستگاه را به حداقل برسانید. تعداد زیاد شیم ها می تواند منجر به مشکلات عجیبی مانند سر خوردن ماشین روی پشته ها یا پایه نرم کاذب ناشی از عمل فنر در شیمز شود. همچنین، تعداد زیاد شیمزها میتواند اجازه ورود خاک و زباله را بدهد. هنگامی که گیره ها را در دست می گیریم یا وارد می کنیم، یک شیمز از لغزش زباله های خارجی در زیر پا وجود دارد. لعاب کمتر، پتانسیل کمتر برای کثیفی. از نظر ریاضی، هر عددی را می توان با 3 شیم به دست آورد. یک قانون خوب این است که از 5 شیم زیر پا استفاده نکنید. اگر بیش از پنج شیمز ضخیم 0.125 طول میکشد، به یک صفحه فاصلهدهنده ماشینکاری شده یا شیمهای ضخیم (ضخامت .250 اینچ) که توسط برخی از تولیدکنندگان شیمها ارائه میشود، نیاز است.
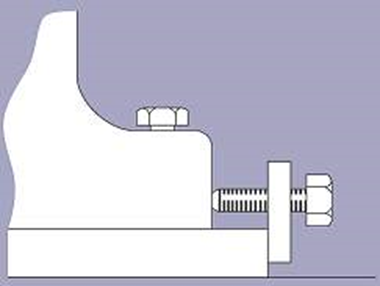
شیم مرحله ای در مقابل شیم جزئی تکی.
هنگامی که یک سافت فوت زاویه دار کشف می شود، افکار زیادی در مورد چگونگی اصلاح آن وجود دارد. یک نیم شیم بهترین پاسخ است. تماس در هر طرف پیچ نگهدارنده تنها چیزی است که لازم است. شیمینگ پله ای (شکل های برش چندگانه) اگر به خوبی انجام نشود، پتانسیل ایجاد مشکلاتی را دارد. در تجهیزات بزرگ با پاهای نرم زاویه ای شدید ممکن است نیاز باشد. برخی از لاستیکهای پلاستیکی قابل قالبگیری در بازار وجود دارد که من از خواص دقیق آنها مطمئن نیستم. من دوست دارم در غیر این صورت متقاعد شوم، اما هیچ کس نتوانسته است تا کنون به من مدرکی بدهد که نشان دهد آنها همانطور که ادعا می شود کار می کنند.
مهارت های ریاضی خوب مورد نیاز است!
من همیشه توصیه می کنم که یک نفر مراقب شمارش و قرار دادن شیم ها باشد. در سر و صدا و سردرگمی محیط صنعتی، همه چیز به راحتی می تواند قاطی شود. از آنجایی که شیمینگ برای فرآیند بسیار مهم است، کنترل فردی بهترین روش است.
ماشین ثابت را شیم کنید.
من معتقدم که همه پاها باید مقداری شیم زیر خود داشته باشند. این امکان اصلاح عمودی هر پا را فراهم می کند. بسته به میزان ضخامت شیم زیر پایه های ثابت، احتمال اتصال پایه به حداقل می رسد.
جهت کسب اطلاعات بیشتر از خدمات آکوپایش با شماره 09353242370 تماس بگیرید.